

 Reply With Quote
Reply With QuoteWe need boys to see this thread....

Count me in for one center fire dbm tacticool. I love the one on my 10/22.


We need boys to see this thread....
What I don't understand is that they sell other stocks inletted for dbm guns but not the tacticool. You'd think there would be a bigger market for the tacticools.
Last edited by M4J0R T0M; 09-29-2013 at 08:17 PM. Reason: My bad!!
Yeah that's my too, and there pretty much the only stock I can just cut another bolt channel so it's on the correct side. Just wish they came in other colors than tacticool black.
Midway sells some of the tacticool models unfinished.
I would order one as well.
Actually, I would get two. One for a .223 and another for a .260
I bought a 1988 Sav 110 223 at a gun show in Feb 2013, to use the action for this project.
I bought a TACTICOOL SAVAGE® 10 BLIND MAG SHORT ACTION CENTER FEED BULL BARREL CHANNEL LAMINATE STOCK W/BLACK TEXTURED FINISH (4300603-1G-203)
I have a 4.522" receiver, which I could find no aftermarket stocks, but I bought that Boyds that is meant for a 4.415" receiver.
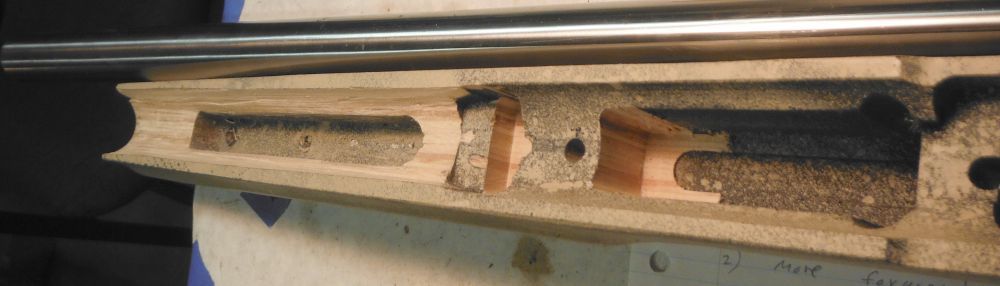
I had to mill out the stock for:
a) longer action
b) 1/2" pillars instead of 1/4" screws
c) .240" thick SSS recoil lug instead of .150" recoil lug
d) 1.2" barrel channel, not 1.05"
I put a Lothar Walther 14" twist bull barrel on the receiver with no barrel nut, just a shoulder pushed up against the SSS recoil jug. I cut a .250" neck 223 chamber.
I painted the stock with 083-002-211ALUMA-HYDE II AEROSOL, DESERT TAN aerosol one part epoxy paint in a cardboard box I heated to 90 degrees.
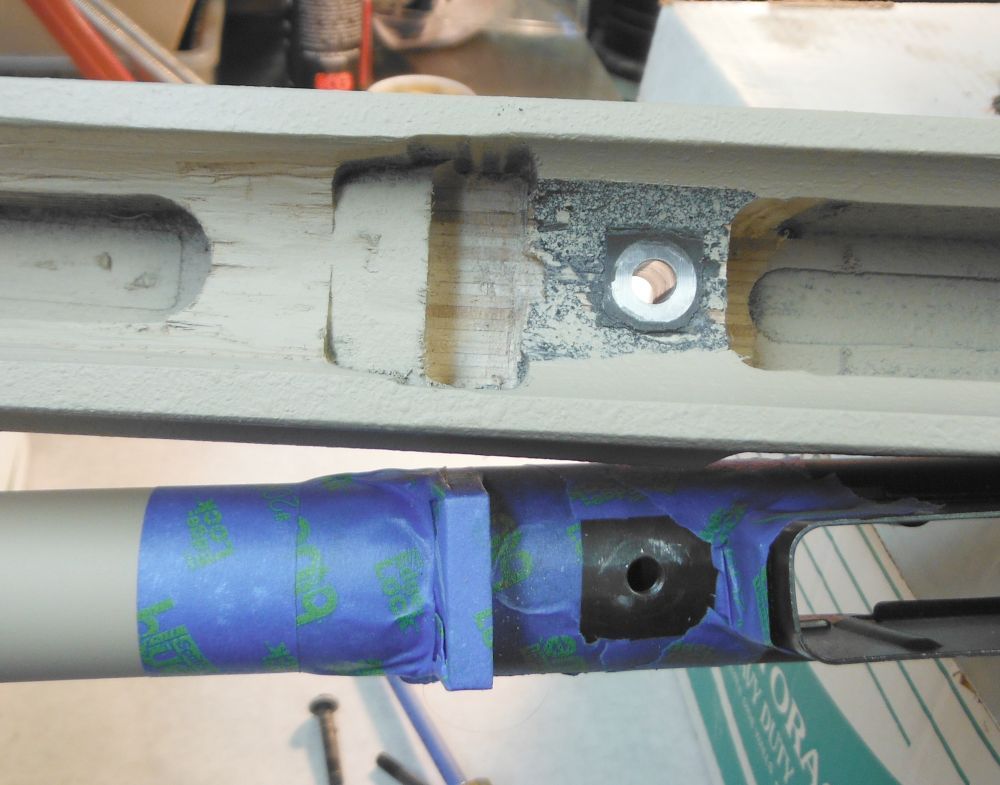
I made 1/2" aluminum alloy round rod into pillars pillars that fit the receiver's convex bottom.
I used Devcon PLASTIC STEEL ADEVCON 10110.
I drilled two 1/4" holes in the stock for a Karsten's Custom Cheek Rest A-Model.
Results:
a) The front screw goes from some resistance to tight as I can get it in 10 degrees [a good low compliance fit]. But the rear screw needs 60 degrees, I think because of the plastic trigger guard in compression.
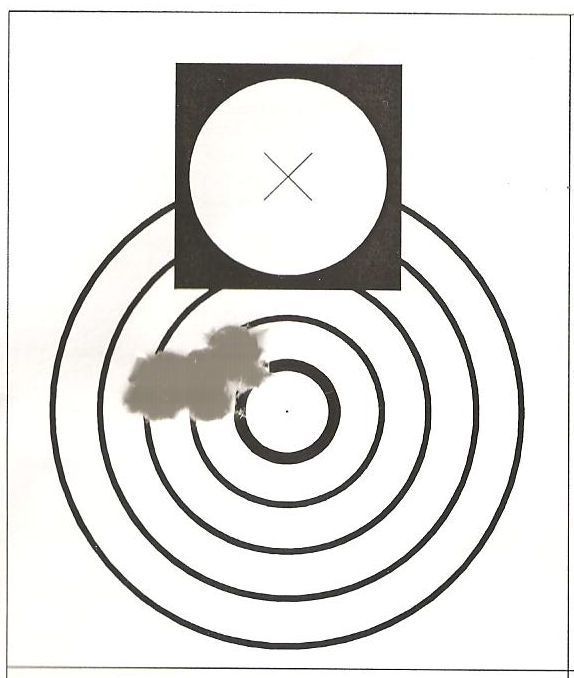
b) I took it to the range on 9-18-2013.
I fired 3 shots to sight it in, and then shot 4 groups of 5 at 100 yards:
1) 0.426"
2) 0.533"
3) 0.533"
4) 0.900"
Last edited by Clark; 09-30-2013 at 06:06 AM.
very nice. I like your pilar bedding job. I have a rifle I have been considering doing that on as well, but I havent had the gumption to try it. You made it look easy.
Good work, and it looks like you got great results! But, JMHO, with all that good work, the rifle deserves a metal trigger guard. Good Luck-Good Shooting......Jim
That looks really well done and the results speak for themselves. Looks like you had to put in quite a bit if work. I'm seriously thinking about getting a tacticool to inlet for my 10 P-SR that's on order. I would have it much easier since the stock is designed for this model just without the dbm. Could you give any tips on what it took to do the inletting? What kind of tools you used and that sort of thing?Originally Posted by Clark

I punched out the plastic partial pillar in the front.
Unlike most sporter stocks, this tactical stock has nice flat and square surfaces for putting it in the vertical milling machine [drill press with an X-Y vise for those of you in Rio Linda].
You can do it with chisels, files, Dremel tool, router, die grinder, drill press, etc. It is easier if you have a mill.
My action is too long, so I had to pick a point to make them match and waller every other hole over. I picked the rear action screw, so that the trigger inletting would stay the same. If I had to do it again, I would do that again.
I'm thinking I might try to tackle the job now. I've never done any inletting before but I've always been the guy who tinkers and modifies everything. I'm pretty handy with a dremel and I'm going to be getting a drill press here pretty soon.
My plan is to remove the factory bottom metal and use it to trace an outline on the new a stock. Then I'll take my measurements for depth and lock the stock down to the press and start cutting. I'll probably use my dremel and sandpaper for the the finishing detail work. Does that plan sound like a good one? What types of bits were using in your mill/press?
Tom,
You should look for some used machinery. I got a Chinese drill press from a widow for free and then sold it. I got an American drill press from another widow that I paid for.
The X-Y tables for the drill press also go from cheap Chinese to expensive American
http://www.harborfreight.com/6-inch-...ise-32997.html
The tool bits are better new.
From CDCO tools:
Roughing End Mills (Material M2-AL) Size: 3/8 Shank Dia.: 3/8 Flute Length: 7/8 Overall Length: 2-5/8 # of Flute: 4 49005 $7.00
I also get them from ENCO.
You should practice on a military take off stock or a piece of lumber, before you dig into a $125 delivered Tacticool stock.
I was actually planning on getting this press. Would this be a good cross vise? I'll only be using these tools for home type hobby stuff so I don't want to spend tons of money.
Last edited by M4J0R T0M; 09-30-2013 at 05:26 PM.
I can't see if that vise will fit on that drill press table. If if does not, you would have to make an adapter, probably a piece of plywood bolted to the table, bigger than the table, that the vise can sit on and be bolted to.
It is a gamble. 20% of the Chinese stuff I get from Harbor Fright or ENCO is worthless junk. But at a tiny fraction of the cost of American, I have to keep taking the chances.
So far I've had good luck with harbor freight, keeping my fingers crossed.
I would buy one if they made a short action dbm.
New here. Found this while planning a build based on a 11 Hog Hunter. Will be using the Boyd's Tacticool, but I'd be thrilled if they offered a stock that would accept the factory DBM bottom metal! Can't see how they could lose doing this. Hint-hint, Boyds.
 Members who have read this thread in the last 1 days: 0
Posting Permissions
Members who have read this thread in the last 1 days: 0
Posting Permissions






Bookmarks